Piegatura della lamiera
Programmazione delle presse-piegatrici a CN con Almacam Bend
La piegatura è un’operazione effettuata presso quasi tutti i reparti che lavorano i metalli su lamiera. Rappresenta un’importante sfida per la produzione in termini di rispetto delle tolleranze dimensionali dei prodotti fabbricati e di ottimizzazione del costo dei pezzi prodotti. Inoltre, spesso è qui che si trovano i colli di bottiglia dello stabilimento. Il ricorso al software Almacam Bend per la programmazione delle presse-piegatrici a controllo numerico consente di aumentare notevolmente la produttività di tali macchine, d’accelerare i lanci in produzione e di eliminare costosi errori di programmazione.
Il processo tecnologico
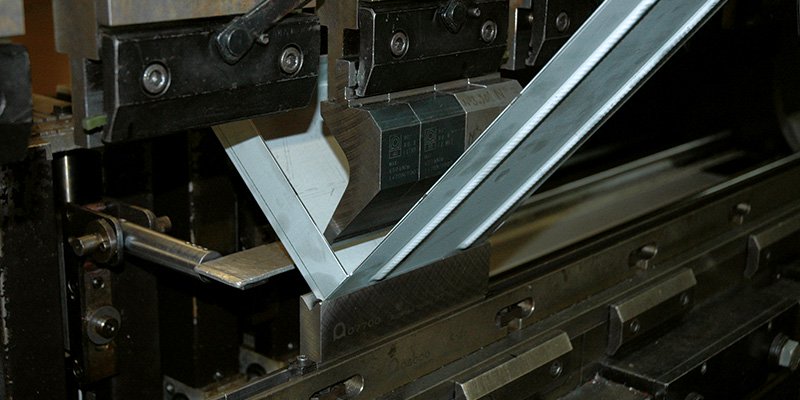
[Fonte: Métal Interface]
La piegatura, applicabile a lastre da 1 a più di 20 mm di spessore, è un’operazione di formatura a freddo delle lastre piane con deformazione permanente. A tale scopo, la lastra è posizionata prima su una matrice (o V) appoggiata contro dei finecorsa preliminarmente impostati. In seguito si applica una forza su una parte della lastra grazie a un punzone (o contro-V). Lo sforzo necessario all’ottenimento della piega dipende dal limite elastico del metallo, dallo spessore della lamiera e dalla lunghezza e dalla direzione della piega.
Esistono diversi metodi di piegatura:
- La piegatura a V effettuata in una matrice a forma di V, che a sua volta si articola in due modalità: la coniatura (piegatura a fondo matrice), dove l’angolo della matrice e del punzone corrispondono all’angolo di piegatura, poiché la lamiera raggiunge il fondo della V; e la piegatura in aria, dove il punzone scende nella matrice, fino all’ottenimento dell’angolo di piegatura auspicato.
- La piegatura ad incastro (meno diffusa).
- La piegatura per curvatura a U che assomiglia all’imbutitura, dove la matrice è scavata secondo la forma desiderata.
La pressa-piegatrice può essere associata a un controllo numerico allo scopo di assistere l’operatore nel proprio lavoro. Il controllo numerico (CN) è in grado di gestire la posizione dei finecorsa, la velocità del colpo, la corsa dell’utensile, ecc.
I costruttori di presse-piegatrici propongono tre tecnologie diverse:
- Le presse piegatrici “idrauliche”, che offrono le forze di piegatura maggiori.
- Le presse piegatrici “elettriche”, che riducono i costi di esercizio e di manutenzione.
- Le presse piegatrici “ibride”, che associano entrambe le precedenti tecnologie, limitando di conseguenza l’uso dell’idraulica con motori elettrici.
Infine, le presse piegatrici possono essere accoppiate a un robot allo scopo di automatizzare la piegatura dei pezzi senza l’intervento dell’operatore. L’utilizzo di questi impianti dipende notevolmente dalla tipologia dei pezzi da produrre, nonché dalla quantità di lanci da effettuare.
Un software di programmazione off-line per le presse piegatici a controllo numerico
Il software Almacam Bend permette di simulare l’intero processo di piegatura e di programmare in modo altamente automatizzato le principiali presse piegatrici a controllo numerico del mercato a partire da una postazione di lavoro remota. Almacam Bend è proposto in associazione con il modulo Unfold di Alma per l’importazione e lo sviluppo di pezzi in lamiera 3D. A partire dal modello del pezzo progettato in Unfold o generato da una soluzione CAD esterna, la programmazione della pressa piegatrice con Almacam Bend è estremamente facile: sequenza delle pieghe, selezione degli utensili, posizionamento dei finecorsa, simulazione 3D realistica, generazione dei programmi CN e creazione di report di fabbricazione completi.
Un software di programmazione per incrementare la produttività delle presse piegatrici
Almacam Bend migliora i tempi utili delle presse piegatrici, riducendo i tempi morti di queste macchine. Software di programmazione off-line, Almacam Bend contribuisce a eliminare costosi errori di programmazione prima del lancio della fabbricazione e a ridurre i tempi di programmazione delle macchine. Almacam Bend offre un ambiente di programmazione unico per tutte le presse piegatrici a CN del reparto, che permette di cambiare facilmente macchina durante l’esecuzione del programma.